The topic of this project is the visualization and analysis of two-dimensional (2D) and three-dimensional (3D) data that were acquired during the additive manufacturing process at the Federal Institute for Materials Research and Testing (BAM) . The objective is to identify and develop methods that are well suited for automatic process monitoring and quality control of additive manufacturing.
Project description
Additive manufacturing (AM) is an upcoming technology that allows the construction of objects with complex structures and forms as one single unit. It provides better accuracy for complicated specimens compared to traditional manufacturing methods and opens up the possibility of rapid prototyping. One of the most common techniques in additive manufacturing is selective laser melting (SLM), a powder bed fusion method. In this technique, an object is created inside a chamber by layer-wise adding metal powder to a powder bed and melting certain regions with a laser that form the object. The thickness of a single layer usually ranges from 20 to 60 mm, depending on the grain size of the powder. An entire building process may require hundreds to thousands of layers with manufacturing times ranging from minutes to many hours.
High-quality control of the built objects is important since they get used, for example, in aerospace and medical applications, where failing parts can be a serious threat. The currently predominant way of quality assurance is post procession. A major drawback of post-process investigation is that the part might get rejected after the entire build process finished. This consumes material, energy, and time which could have been used to build a new specimen. Most often, X-ray micro-computed tomography (µCT) is used as a post-process quality control tool, which is very time-consuming. Especially the lack of real-time non-destructive inspections of specimens is currently holding back the industrial breakthrough of additive manufacturing. Real-time online monitoring would allow one to identify defects at an early stage and to adjust parameters during the build process or to cancel it to save time and resources. Defects can be caused by a plethora of reasons: too high or too low laser energy, a wrong movement speed of the laser, and distortions in the powder bed. They can also be of very different kind including lack of fusion, porosity, form errors, and delamination of layers. Because of this, itis important to develop a consistent monitoring system to improve part quality control.
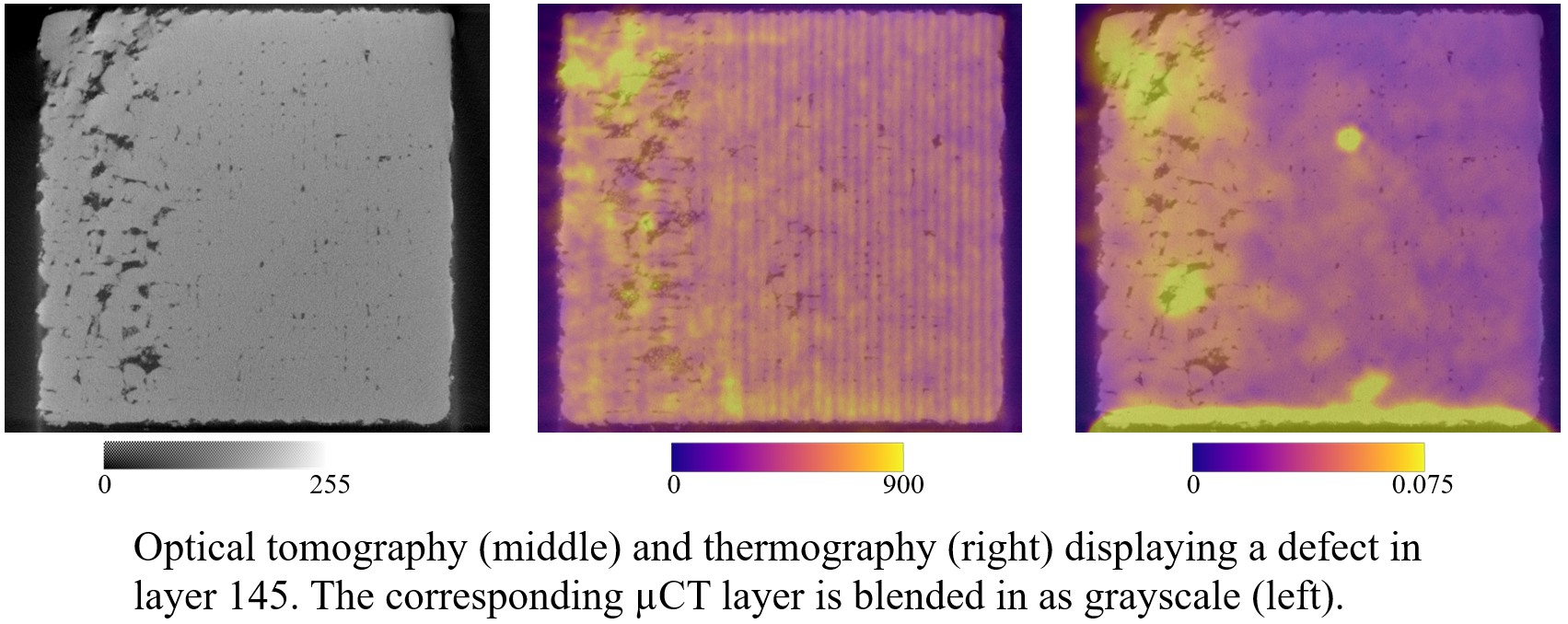
For this project, thermography and optical tomography are being investigated for their suitability for online monitoring. Additionally, µCT is being used to create a ground truth of defects. The goal of this thesis is to develop an interactive explorative tool which allows the user to gain a better understanding of the used methods and physics behind the build process. The focus lies on the question of whether the investigated online monitoring methods are able to detect the same defects as µCT. Challenges arise because – in contrast to µCT – thermography and optical tomography do not measure the actual geometry of the specimen but only record effects on the specimen that are caused by the geometry. Hence, the used methods may not detect defects in the same layer of their appearance but only in subsequent layers. Furthermore, the measurements are influenced by repeated re-heating of many locations due to the laser coming close to previously heated locations. This effect also needs to be taken into account during the analysis.
{kind=link}